Ventil uzavírací a ventil regulační
TECHNICKÝ POPIS A NÁVOD NA MONTÁŽ, OBSLUHU A ÚDRŽBU VÝROBKU
VENTIL UZAVÍRACÍ typ V46 (8/649)
VENTIL REGULAČNÍ typ V40 (8/649)
DN 15 – 125 PN 250 – 500
1. TECHNICKÝ POPIS
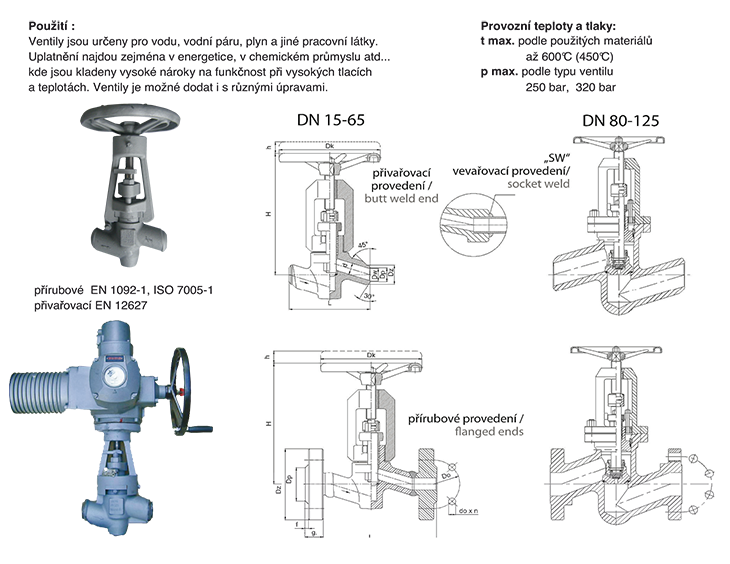
Armatury se vyrábějí jako přímé přivařovací nebo přírubové se směrem proudění pracovní
látky pod kuželku ve směru šipky. Příruby a přivařovací konce odpovídají výše uvedeným
normám. Vřeteno armatury je utěsněno grafitovým ucpávkovým těsněním. Stoupající
vřeteno se ovládá ručním kolem nebo elektropohonem. Uzavírací armatury jsou
dimenzovány pro provoz v otevřeném nebo uzavřeném stavu. Na požádání mohou být
armatury vybaveny:
- škrtící nebo regulační kuželkou (pro hrubou regulaci)
- uzamykatelným provedením
- úpravou pro elektropohon
- koncovými spínači
- stíracím kroužkem v pouzdře ucpávky
2. POUŽITÍ
Armatury mohou být používány jako armatury uzavírací a uzavírací se škrtící nebo
regulační kuželkou pro hrubou regulaci. Armatury jsou určeny pro použití v energetickém a
chemickém průmyslu pro pracovní látky, tekutiny, páry a plyny. Vhodnost použití je závislá
na životnosti použitého materiálu a agresivitě pracovního média za provozní teploty.
Použití armatur pro pracovní látky obsahující nečistoty, abrazivní látky, látky způsobující
zledovatění povrchu může vést ke zhoršení funkce, předčasnému opotřebení a vyřazení
armatury z provozu. Dále v tomto případě hrozí narušení tlakového obalu armatury.
3. POVRCHOVÁ OCHRANA
- armatury jsou opatřeny nátěrem dle objednávky nebo zvyklostí výrobce
- vnitřní prostory a plochy jsou nakonzervované dle zvyklostí výrobce nebo dle
požadavku zákazníka. Výjimku tvoří armatury pro kyslík, kdy jsou armatury
odmaštěny a bez mazacích tuků, které nejsou v vhodné pro kyslík.
4. ZNAČENÍ
Na armaturách je předlito nebo vyraženo následující označení:
- DN jmenovitá světlost
- PN jmenovitý tlak
- šipka označující směr proudění
- značka materiálu
- výrobní číslo/rok výroby
- znak výrobce
- eventuální další údaje např. hodnota kv atd.
5. BEZPEČNOSTNÍ POKYNY
- armatury mohou být používány pouze v souladu s tímto technickým popisem a
návodem na montáž, obsluhu a údržbu.
- armatury nesmí být vystaveny přetížení nebo nepředpokládaným chemickým a
mechanickým vlivům pracovních látek.
- montáž, uvádění do provozu, obsluhu a údržbu mohou provádět pouze pracovníci,
kteří byli seznámeni s obsahem technického popisu a návodu na montáž, obsluhu a
údržbu.
- bez povolení výrobce nejsou přípustné změny, úpravy na armaturách, které ovlivní
jejich funkci, bezpečnost provozu a obsluhy.
- vedle pokynů tohoto technického popisu a návodu na montáž, obsluhu a údržbu se
musí dodržovat všeobecně platné bezpečnostní předpisy a předpisy zabraňující
úrazům.
6. ZÁRUKY
Výrobce dává záruku, že tento výrobek bude mít po smluvně stanovenou dobu vlastnosti
určené technickými normami, popř. jinými sjednanými doklady. Výrobce odpovídá za vady,
které byly zjištěny v záruční době a včas písemně reklamovány.
Výrobce nepřebírá záruku za dodané výrobky jestliže:
- byla na nich provedena jakákoliv úprava nebo změna bez předchozí dohody
s výrobcem
- výrobek byl nesprávně nainstalován, provozován a vystaven přetížení nebo
nepředpokládaným chemickým nebo mechanickým vlivům pracovních látek
Výrobek o jmenovité světlosti větší než DN 25 odpovídá požadavkům NV 26/2003 Sb.
v platném znění. a směrnici PED 97/23/EC. V souladu s §13 zákona 22/1997 Sb., v
platném znění a směrnici PED 97/23/EC bylo na výrobek vydáno ES prohlášení o shodě.
Výrobek je označen značkou shody CE.
Výrobek o jmenovité světlosti £ DN 25 odpovídá požadavkům čl. 3 odst. 3 směrnice PED
97/23/EC a §2 odst 6 NV 26/2003 Sb. v platném znění. Na výrobek se nevystavuje
prohlášení o shodě a nesmí být označen značkou shody CE.
7. BALENÍ A DOPRAVA
Není-li v hospodářské smlouvě uveden způsob přepravy, dodávají se armatury
v uzavřeném stavu se zaslepenými otvory, nebalené volně uložené na paletách. Armatury
musí být zajištěny proti posunutí. Při manipulaci není dovoleno armaturu vázat za ovládací
prvky (kolo, pohon, vřeteno). Poškození, vzniklá nesprávnou manipulací nebo
skladováním, nejsou předmětem oprávněných reklamací.
8. SKLADOVÁNÍ
Není-li v hospodářské smlouvě uveden způsob přepravy, dodávají se armatury
v uzavřeném stavu se zaslepenými otvory, nebalené volně uložené na paletách. Armatury
musí být zajištěny proti posunutí. Při manipulaci není dovoleno armaturu vázat za ovládací
prvky (kolo, pohon, vřeteno). Poškození, vzniklá nesprávnou manipulací nebo
skladováním, nejsou předmětem oprávněných reklamací.
9. POKYNY PRO MONTÁŽ
9.1
Před započetím montáže musí být odpovídající potrubí čisté a zbaveno všech nečistot.
Profukování potrubí po zamontování armatur je nepřípustné, mohlo by způsobit poškození
těsnících ploch sedla tělesa a vřetena. Dále před montáží je nutno zkontrolovat:
- zda údaje na armatuře odpovídají objednávce
- překontrolovat stavební délku, připojovací rozměry přírub, přivařovacích konců a
jejich čistotu
Zjistí-li se, že při manipulaci a skladování došlo k poškození armatury, nesmí být použita
k montáži.
9.2 MONTÁŽ:
Armatury se montují do přímých úseků potrubí s nerušeným proudem pracovní látky a ne
bezprostředně za křížové nebo směšovací kusy. Doporučená poloha armatury – vřeteno a
ovládací prvky kolmo nahoru, nebo vřeteno je sklopeno max. k horizontále o 90°. Směr
proudění pracovní látky se musí shodovat se směrem šipky na armatuře. Montáž a
uchycení potrubí musí eliminovat síly, momenty a vibrace působící na armatury. U armatur
s otočným elektropohonem je nutno elektropohon uchytit samostatně tak, aby armatura
nebyla zatížena váhou elektropohonu. Na armatury, které byly dodány bez elektropohonu,
je možno namontovat pouze elektropohony s odpovídajícím uzavíracím momentem. Při
instalaci elektropohonu je nutno dodržet postup montážního návodu příslušného
elektropohonu. Připojení přifázování elektropohonu musí být provedeno tak, aby směr
otáčení elektropohonu splňoval požadavky na ovládání armatury (otevřeno, zavřeno).
9.3 PŘIVAŘENÍ ARMATURY K POTRUBÍ:
Přivaření armatury k potrubí mohou provádět pouze svářeči s úředními zkouškami. Před
přivařením armaturu otevřeme přibližně o 2 otáčky. Protilehlé potrubí s upravenými
přivařovacími konci ustavíme tak, aby byla zajištěna jejich souosost s armaturou a přesah
vnitřních a vnějších rozměrů trubek odpovídal příslušným normám. Postup při svařování
volit tak, aby pnutí ve svarovém spoji bylo co nejmenší aby nevznikaly nepříznivé struktury
ohrožující bezpečnost svarového spoje a poškození sedla v tělese armatury. Při svařování
je nutno dodržovat postupy pro technologii svařování, tepelného zpracování a zkoušení
svarových spojů.
9.4 PŘIPOJENÍ PŘÍRUBOVÝCH ARMATUR K POTRUBÍ
Při montáži přírubových armatur k potrubí je nutno dodržet vzájemnou souosost přírub
potrubí s přírubami armatur, vzájemnou polohu děr pro šrouby, rovnoběžnost těsnících
ploch protilehlých přírub. Těsnění nesmí v žádném případě zasahovat do průtočného
průřezu potrubí. Šrouby bočních přírub utahujeme do kříže. Momenty a postup montáže
bočních přírub určí odběratel s ohledem na použité těsnění.
9.5
Těleso a třmen je možno zaizolovat až k ucpávce. Nesmí být zaizolovány ucpávkové
šrouby.
9.6
Po ukončení montáže je nutno překontrolovat:
- otevření a uzavřením armatury její ovladatelnost
- dotažení šroubů a matic ucpávkového pouzdra
- zkontrolovat šipku na tělese, zda souhlasí se směrem proudění pracovní látky v
potrubí
10. OBSLUHA-UVEDENÍ DO PROVOZU
Armaturu otevíráme otáčením ručního kola doleva, uzavíráme otáčením ručního kola
doprava. Ovládání armatury pomocí pák nebo jiných prostředků není dovoleno.
Elektropohony musí být seřízeny na uzavírací moment. Zprovoznění (nahřívání) armatury
trvá tak dlouho, až se teplota armatury vyrovná s teplotou pracovní látky. Rychlost
nahřívání se řídí příslušnými směrnicemi podle druhu potrubí s ohledem na použitý
materiál. Při uvádění do provozu se vizuálně kontroluje ucpávkové těsnění. Vzniklé
netěsnosti je nutno včas odstranit dotažením šroubů a matic (poz. 13 a 14) postupem dle
odstavce 13a, jinak dojde k trvalému poškození těsnění, které je nutno vyměnit za nové.
Při utahování šroubů a matic ucpávkového těsnění musí být armatury bez tlaku a
vychladlé. Za provozu musí být uzavírací armatura plně otevřena nebo uzavřena.
Armatury vybavené zámkem jsou v uzavřené nebo otevřené poloze zajištěny proti
nedovolenému použití. Před uvedením armatury do provozu se musí funkční zkouškou
přezkoušet provozní připravenost armatury. K uvedení do provozu smí dojít pouze po
vyhovujících provozních zkouškách a po splnění podmínek uvedených v odstavcích 9, 9.1,
9.2, 9.3, 9.4, 9.5, 9.6.
11. OPRAVA
Během záruční doby může opravy provádět pouze zástupce výrobce.
12. ÚDRŽBA
- během provozu se pravidelně provádí vizuální kontrola ucpávkových těsnění. Vzniklé
netěsnosti se odstraní dotažením šroubů a matic (poz. 13, 14) postupem dle
odstavce 13a. Při utahování šroubů a matic, ucpávkového těsnění musí být armatura
bez tlaku a vychladlá. Netěsnosti ucpávek je povoleno po snížení tlaku na 16 barů
odstranit mírným dotažením ucpávky. Při větším dotažení dochází ke vzniku velkých
ovládacích sil, většímu opotřebení ucpávky a vřetena. Nedají-li se netěsnosti
odstranit dotažením, musí se těsnění doplnit (vyměnit) za nové.
- doporučuje se v měsíčních intervalech protočením ručního kola kontrolovat
ovladatelnost armatury
- doporučuje se pravidelně závit vřetene, ložiska jednou za půl roku promazat.
Armatury pro kyslík jsou odmaštěny, proto se pro mazání nesmí používat tuky a
oleje, které nejsou pro kyslík schválené.
Pozor! – u armatur pro kyslík je nutno dodržet příslušné bezpečnostní předpisy.
- uzavřením armatury se kontroluje těsnost uzávěru. Při netěsnosti sedla je nutno
sedlo opravit a vyměnit kuželku za novou.
12.1 DEMONTÁŽ ARMATURY:
Demontáž se provádí na armaturách, které jsou bez tlaku, vyprázdněné a vychladlé.
Elektrické vedení musí být bez napětí a odpojeno. Armatury, které byly použity pro
agresivní, hořlavé, výbušné pracovní látky, se musí vypláchnout, vyfoukat inertními nebo
neutralizačními medií.
12.2 NÁHRADNÍ DÍLY
Náhradní díly je možno objednat samostatně dle zkušeností z provozu.
SEZNAM NÁHRADNÍCH DÍLŮ:
- vřeteno (poz. 3)
- ruční kolo (poz. 12)
- těsnění ucpávky lisované nebo pletené kroužky (poz. 9, 18 a 19)
- šrouby (poz. 13 a 16)
- matice (poz. 14 a 17)
- ukazatel polohy (poz. 23)
- pojistný kroužek (poz. 25)
V objednávce je nutno uvést:
- počet, číslo pozice, název dílu
- název výrobku, katalogové číslo, číslo tohoto dokumentu
- označení DN, PN
- výrobní číslo / rok výroby
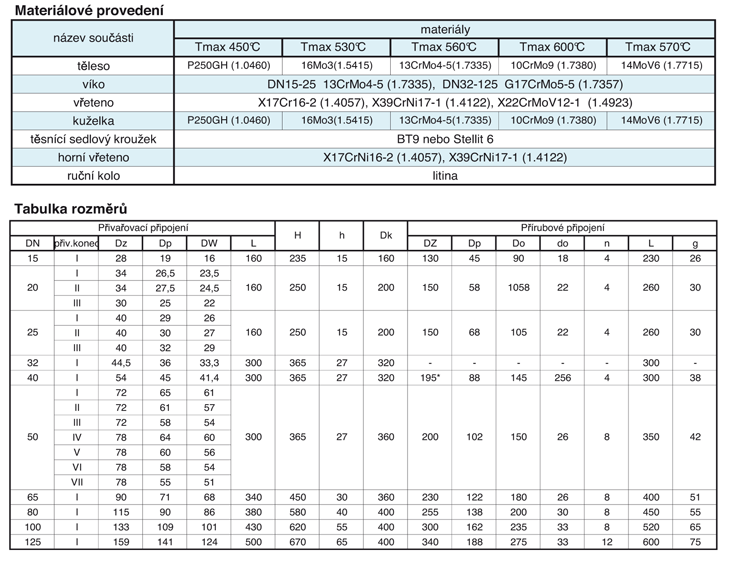
- materiál tělesa
Pokud armatura byla objednána s úpravou je nutno náhradní díly objednat podle čísla
původní objednávky.
13. MONTÁŽ
Montáž armatury se provádí po odstranění všech nedostatků a po důkladném vyčištění
v opačném pořadí než demontáž.
Pro opravu těsnící plochy tělesa postupovat dle bodu 12.1 odst. a) až e).
Pro výměnu ucpávkového těsnění postupovat dle bodu 12.1 odst. a) až g).
Zvýšenou pozornost při montáži věnovat montáži ucpávkového těsnění, opravě těsnících
ploch v sedle tělesa a sedla vřetene.
a) Montáž ucpávkového těsnění
- do ucpávkové komory vložit pletené nebo lisované kroužky dle druhu armatury
- rozvinutá délka pletených kroužků se vypočte ze vzorce :
D – vnější průměr ucp. těsnění
d – vnitřní průměr ucp. těsnění
- ucpávku utáhnout polovičním momentem
- armaturu otevřít, zavřít
- ucpávku dotáhnout plným momentem
- armaturu otevřít, zavřít
- na 1/2 hodiny uvolnit matice ucpávkových šroubů
- znovu ucpávku dotáhnout plným momentem
- armaturu otevřít, zavřít
14. ZKOUŠENÍ
Opravenou a smontovanou armaturu je nutno přezkoušet dle ČSN EN 12266-1 nebo ČSN
133060-2.